






























LRI DETACHABLE BOTTOM METALS
The LRI DBM works by presenting as much case rim as possible to the bolt face on both a push-feed or controlled round-feed operating system.

We refer to this as the "figure 8". The installed height of the action/DBM is set so the case rim lands tangent to the 6 o'clock position of the receiver bore and the two imaginary circles create an inverted figure 8.


This ensures the case rim/head is exposed for proper overlap on the bolt nose. It's a proven rule that will consistently deliver the most reliable means of feeding cartridges. All cartridges; long, short, or fat, it doesn't matter.
The Obendorf latch design was chosen because it is elegant and simple. Our latch observes the need for firm spring pressure, and we were careful to ensure it has the proper geometry to stay put during heavy recoil.
Remington M700 SA/LA DBM:
Our Detachable Magazine Floor Metals are offered in two inlet footprints:
- LRI footprint
- Legacy/Classic M5 originally developed by Badger Ordnance
The LRI footprint is slightly smaller than the M5 pattern. This was done to mitigate weight because we have installation resources in-house.
The M5 variant fits stocks with an existing M5 inlet.
The LRI and M5 versions have one departure from most others. Ours has a weight reduction feature in the magazine box. A peripheral advantage of this variation is the preservation of stock material on the sidewalls of the stock. This aids in strength, especially with long action magnum type cartridges.






Winchester Model 70s and the F/N SPR:

These actions create unique problems to solve because the magazine box location is significantly forward of the trigger well. Other designs address this by leaving a lump of material in front of the trigger guard bow. While this works, we believe the cosmetic feel of the gun suffers.
Our solution uses a unique release/retention lever linkage to keep the Obendorf-style latch and preserve a classic rifle appearance.


LRI DBMs are available in two finishes; As Machined or (AKA"In The White") or your choice of Ceracote.
We didn't stop there. LRI is a custom gun shop that understands the frustration of being sold a part and then left to fend for yourself. We support our products with detailed technical drawings and code for those fortunate to have CNC milling resources.
LRI M700 SA HTR DBM_STEP FORMAT SOLID MODEL
LRI M700 LA HTR DBM_STEP FORMAT SOLID MODEL
LRI M700 SA HTR DBM_TOP VIEW_TECHNICAL DRAWING
LRI M700 LA HTR DBM_TOP VIEW_TECHNICAL DRAWING
LRI M700 SA HTR DBM_SIDE VIEW_TECHNICAL DRAWING
LRI M700 LA HTR DBM_SIDE VIEW_TECHNICAL DRAWING
SA HAAS FORMAT CNC G CODE FOR INSTALLATION (OPEN WITH NOTEPAD OR YOUR PREFERRED EDITOR)
LA HAAS FORMAT CNC G CODE FOR INSTALLATION (OPEN WITH NOTEPAD OR YOUR PREFERRED EDITOR)
TOOL PACKAGE WITH DETAILED SETUP
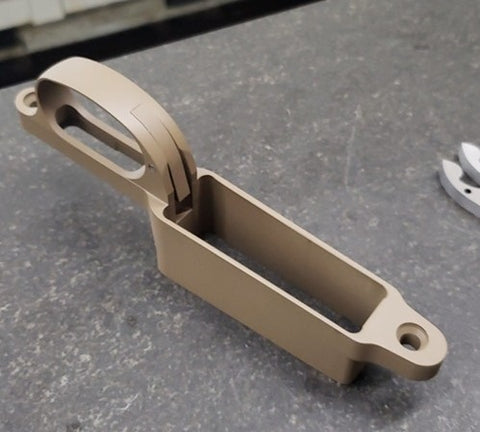
Manufacturing:
These floor metals begin life as a 2-3/4lb piece of 6061 T651 AL bar stock. When finished, they weigh 3.1 ounces. The parts are 5-axis CNC machined in our Haas UMC-750 or VF3-SS fitted with a TRT210 5-axis trunion



The advantage five-axis offers is the ability to reduce this part to only two setups. Doing so greatly reduces the risk of tolerance stacking since the part is almost entirely created with one setup. This goes a long way toward ensuring the parts fit the rifle stock and mating components.
We Also Recommend




